弥勒多层振动筛批发:筛分设备的高效之选
在现代工业生产中,振动筛作为关键的分选设备,广泛应用于多个领域。弥勒多层振动筛作为一种高效、稳定的筛分设备,受到了广大用户的青睐。本文将重点介绍弥勒多层振动筛的特点、优势以及应用领域,帮助您更好地了解这一筛分设备。
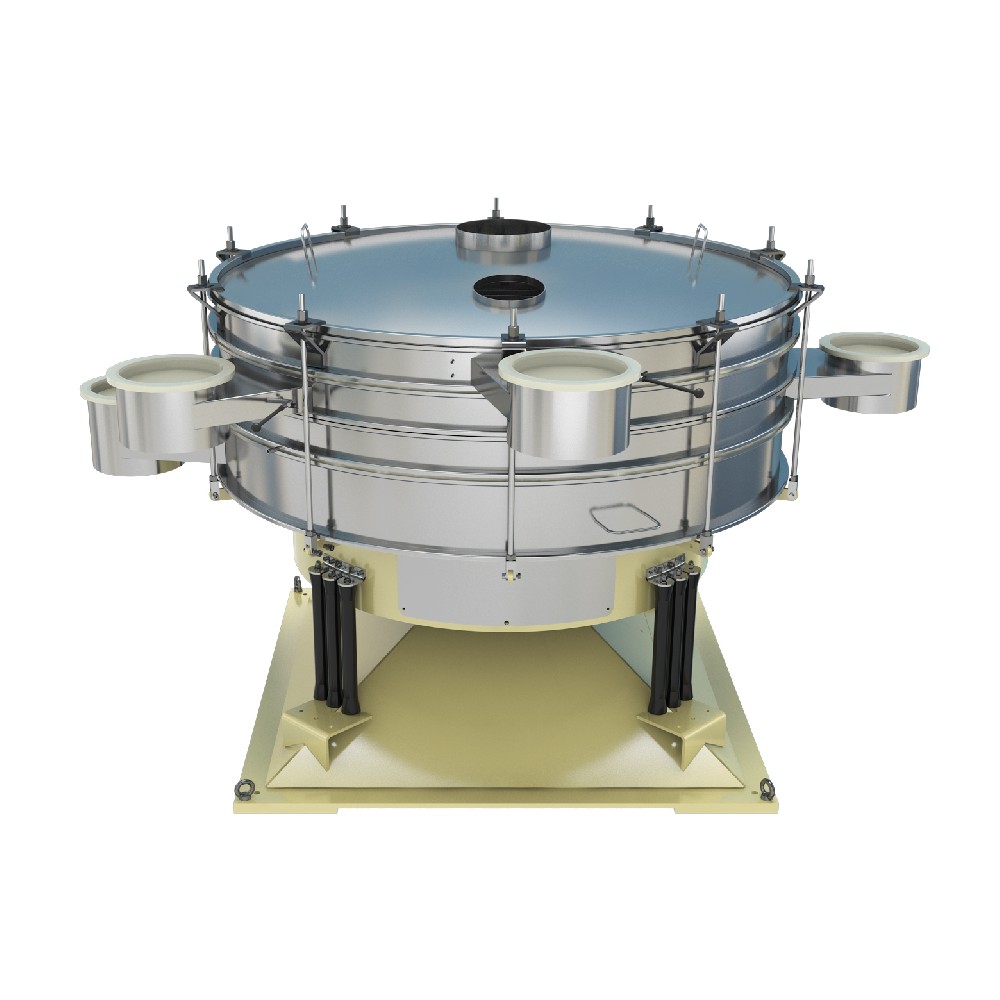
一、弥勒多层振动筛的特点
弥勒多层振动筛采用先进的振动技术和多层筛分结构,具有以下显著特点:
高效筛分:多层筛分设计使得物料在筛分过程中能够充分分散,提高筛分效率。
稳定性能:采用优质材料和先进工艺制造,确保设备在运行过程中稳定可靠。
灵活调节:可根据不同物料的筛分需求,灵活调整筛分层数和筛网规格。
易于维护:结构设计合理,易于清洁和维护,降低使用成本。
二、弥勒多层振动筛的优势
相较于传统单层振动筛,弥勒多层振动筛具有以下明显优势:
提高筛分效率:多层筛分结构使得物料在筛分过程中能够更快地完成分选,提高生产效率。
降低能耗:由于筛分效率的提高,相同时间内处理的物料量增加,从而降低了单位能耗。
扩大应用范围:适用于多种不同物料和筛分要求,满足不同行业的需求。
三、弥勒多层振动筛的应用领域
弥勒多层振动筛广泛应用于以下领域:
矿山行业:用于矿石的筛分和分级,提高矿石品质。
化工行业:用于化工原料的筛分和过滤,保证产品质量。
食品行业:用于食品原料的筛分和分类,确保食品安全。
四、结语
弥勒多层振动筛以其高效、稳定、灵活的特点,在工业生产中发挥着重要作用。无论您是矿山、化工还是食品行业的企业,选择弥勒多层振动筛都将为您的生产带来更高的效率和价值。如需了解更多关于弥勒多层振动筛的信息,欢迎咨询专业筛分设备供应商。
全球化的筛分技术与工程方案提供商
筛分过滤 | 给料除尘 | 筛分工程 | 解决方案 | 技术研发