袋式振动筛:工业筛分领域的佼佼者
在工业生产和加工过程中,筛分是一项至关重要的任务。袋式振动筛作为一种高效、可靠的筛分设备,广泛应用于各种行业,为生产流程中的物料分离提供了强有力的支持。本文将深入探讨袋式振动筛的工作原理、优势以及在各个领域的应用。
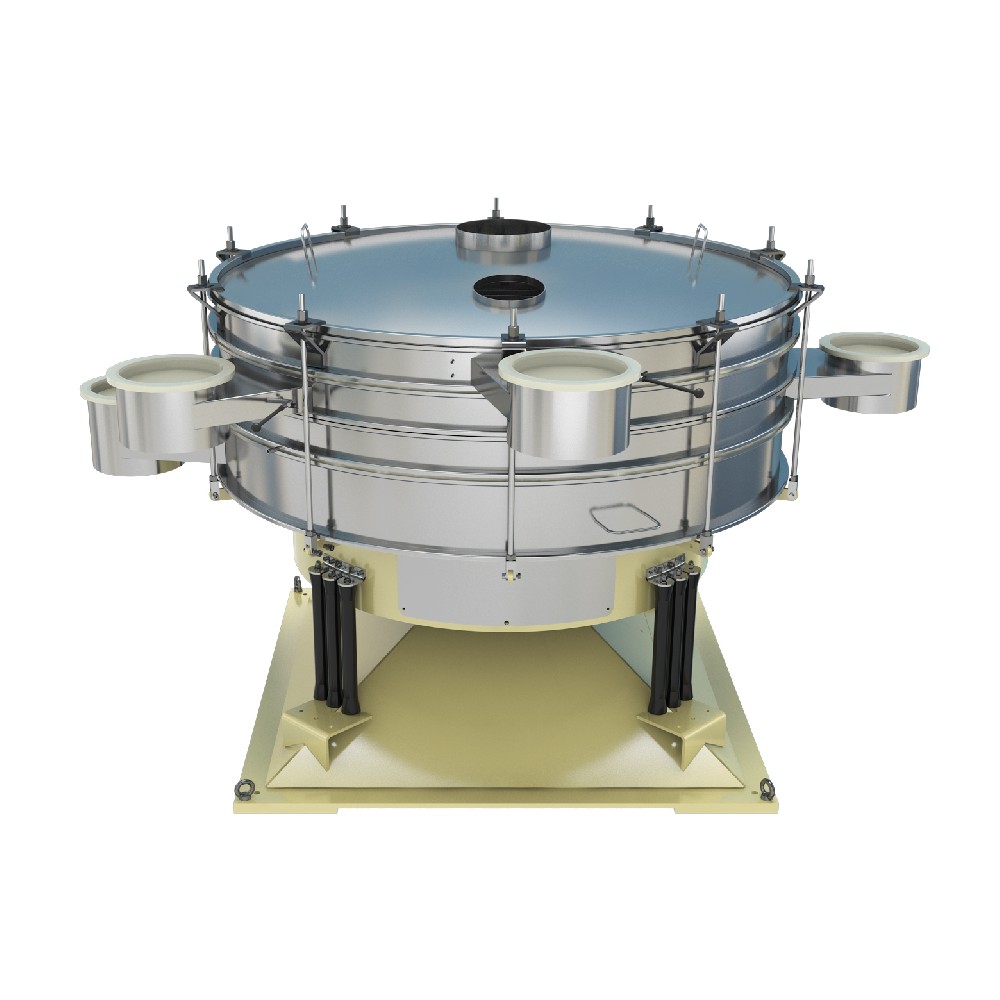
一、袋式振动筛的工作原理
袋式振动筛利用高频振动和筛袋的过滤作用来实现物料的筛分。当筛机启动时,筛箱产生振动,使筛袋产生高频抖动。物料进入筛箱后,在筛袋的抖动作用下,小于筛网孔径的颗粒通过筛网,而大于筛网孔径的颗粒则被截留在筛袋上。随着筛机的连续工作,截留在筛袋上的物料逐渐形成滤饼,并通过定期清理或自动卸料机构排出。
二、袋式振动筛的优势
筛分效率高:袋式振动筛采用高频振动和筛袋的过滤作用,能够快速、准确地筛分物料,提高生产效率。
筛分效果好:筛袋的设计和筛网的选择可以根据不同物料的特点进行调整,实现精确的筛分效果。
适应性强:袋式振动筛适用于多种物料的筛分,包括颗粒状、粉状、粘性物料等。
操作简便:筛机结构紧凑,操作简单,维护方便,降低了用户的使用难度和维护成本。
三、袋式振动筛的应用领域
袋式振动筛广泛应用于以下领域:
矿业:用于矿石的筛分和分级,提高矿石的品位和利用率。
化工:用于化工原料的筛分和过滤,保证产品质量和生产安全。
食品:用于食品原料的筛分和分级,确保食品的安全和卫生。
环保:用于固废处理、污水处理等领域,实现物料的回收和再利用。
四、结语
袋式振动筛以其高效、稳定、可靠的特点,在工业筛分领域发挥着重要作用。随着科技的不断进步和工业生产的发展,袋式振动筛将继续优化和创新,为工业生产带来更大的便利和效益。
全球化的筛分技术与工程方案提供商
筛分过滤 | 给料除尘 | 筛分工程 | 解决方案 | 技术研发